
Introducción
La fabricación de clase mundial (WCM) se refiere a un nuevo estilo de fabricación basado en tecnología electrónica digital. Implica tres métodos nuevos e importantes de operaciones de fabricación: TQM, just-in-time (JIT) y fabricación integrada por computadora (CIM). Este nuevo estilo de fabricación permite que una empresa se vuelva receptiva y eficiente. Puede entregar una gran variedad de productos a bajo costo con ciclos de producción cortos. WCM se caracteriza por la integración a través de computadoras y enlaces de comunicación. Sus otras características principales son la alta calidad y el bajo costo unitario de los productos, las ganancias simultáneas de las economías de escala (volumen) y el alcance (variedad) y la alta velocidad de las operaciones de trabajo.
Ha acortado los ciclos de vida de los productos, ha acelerado los ciclos de desarrollo de productos, ha fragmentado los mercados en términos de la variedad de productos ofrecidos y ha provocado cambios radicales en los productos, procesos, costos de producción, calidad, variedad, tiempo, técnicas y volumen. Ha reducido los plazos de producción entre un 80 y un 90 por ciento; disminuyó los inventarios en un 40 a 90 por ciento; eliminó los costos laborales directos entre un 50 y un 60 por ciento; disminuyó la mano de obra indirecta entre un 70 y un 80 por ciento; eliminó el desperdicio, el retrabajo y la necesidad de garantías a través de la producción sin defectos (ZDP); y redujo el tiempo de desarrollo del producto entre un 50 y un 75 por ciento en comparación con la fabricación tradicional.

Desarrollo del tema
Los sistemas constituyentes centrales de WCM
La fabricación en un sentido genérico consta de las siguientes tres funciones fundamentales:
- Diseño de productos y procesos.
- Planificación y control de fabricación.
- Procesos e ingeniería de producción.
En WCM, estas funciones las realizan los siguientes sistemas de forma integrada:
- Control / Gestión de Calidad Total (TQC / TQM).
- Sistema Just-In-Time (JIT) de producción y gestión de inventarios.
- Fabricación integrada por ordenador (CIM).
Cada uno de estos tres sistemas de gestión de la fabricación se caracteriza por su propio enfoque, conceptos, temas, técnicas, problemas, requisitos y objetivos dominantes. Sin embargo, en el contexto de WCM, los tres están integrados en un patrón o estilo de fabricación singular. La naturaleza y características de TQM, JIT y CIM pueden aclararse brevemente de la siguiente manera:
Gestión de calidad total (TQM)
TQM es un método de gestión integradora centrado en la calidad y orientado al cliente que enfatiza las ganancias continuas y acumulativas en calidad, productividad y reducción de costos. Estas ganancias se logran a través de la mejora continua en el diseño del producto, la reducción de los costos operativos, la reducción de las pérdidas operativas, la evitación del desperdicio de tiempo, esfuerzo y material en cualquier forma, la eliminación de las deficiencias de la línea de producción, la mejora de las habilidades y la capacitación de los empleados detectar y corregir errores, entre otras medidas. TQM implica la participación de cada departamento, cada sección, cada actividad y cada persona en todos los niveles de una empresa, en el esfuerzo de mejora continua de todo el sistema. Su enfoque integrador central es el concepto de satisfacción total del cliente con la calidad y el desempeño de los productos o servicios de la empresa. Schonberger (1987, 1992) ve a la TQM no solo como el elemento central de la capacidad WCM, sino también como la base misma de la estrategia corporativa de una empresa.
Puede verse que la estructura de TQM consta de los siguientes elementos principales:
- Estandarización del diseño.
- Métodos Taguchi (control de variabilidad).
- Despliegue de la función de calidad (QFD).
- Medición del desempeño y control estadístico de la calidad.
- Participación de los trabajadores.
- Actividades para grupos pequeños.
La naturaleza de cada uno de estos elementos puede describirse brevemente:
- La estandarización del diseño denota que el diseño de componentes y su montaje en un producto ha sido racionalizado, probado rigurosamente y probado en la fabricación. Es un medio poderoso para mejorar el flujo de nuevos productos a través de la función de diseño de productos y procesos. También tiene importantes implicaciones para simplificar el entorno de la fábrica y toda la tarea de servicio del producto en el campo. Un diseño estándar probado sirve para eliminar varios “errores” del proceso de producción. Hace posible la optimización del proceso de producción y su funcionamiento sin errores.
- Los métodos de Taguchi proporcionan un medio poderoso para aislar los parámetros críticos de diseño de productos que necesitan ser controlados en el proceso de fabricación. También permiten a la dirección de fabricación relacionar la variabilidad de sus productos con las pérdidas monetarias. La función de pérdida de calidad de Taguchi permite a la gerencia pensar en la calidad en términos de dinero en lugar de simplemente en términos de las implicaciones de varias distribuciones estadísticas, desviaciones estándar, variabilidad, etc. La importancia de los métodos de Taguchi radica en su demostración de cómo el costo de la variabilidad aumenta exponencialmente a ambos lados de un valor objetivo de calidad. El costo de la calidad para la empresa y la sociedad se puede calcular mediante la función de pérdida de calidad de Taguchi. La función, por ejemplo, permite a una empresa evaluar la importancia de una reducción del 50 por ciento en la variabilidad del producto en términos de ganancias monetarias. Luego, la empresa puede analizar si los métodos mediante los cuales puede lograr esa reducción del 50 por ciento en la variabilidad valen la pena por las pérdidas monetarias de calidad reducidas.
- El despliegue de la función de calidad representa un esquema o marco analítico completo para la calidad. El propósito de este esquema es permitir que una empresa traduzca cualquier preferencia o deseo del cliente sobre los productos en lo que debe hacerse en diseño, fabricación o distribución, y en el producto y el proceso, para satisfacer al cliente.
- La medición del desempeño y el control de calidad estadístico son aplicables tanto a la fábrica de la empresa como a sus proveedores o proveedores. Estos últimos están obligados y se espera que suministren materiales, componentes e insumos de los estándares y especificaciones de calidad requeridos. Sin un marco de medición adecuado, una empresa no puede evaluar y evaluar el éxito o la eficacia de sus esfuerzos para mejorar el costo y la calidad de sus operaciones y productos.
- El concepto de participación de los empleados se refiere esencialmente a extender la toma de decisiones al nivel jerárquico más bajo posible de la empresa. También denota un alto nivel de motivación y moral de los trabajadores y su identificación con los objetivos de la organización. Un alto nivel de participación de los empleados, es decir, su motivación, compromiso y empoderamiento hacia la productividad, la innovación y la resolución de problemas, depende de la fortaleza de la cultura de una organización, es decir, su sistema de valores, creencias, normas y valores compartidos. visión.
- El concepto de actividades para grupos pequeños está estrechamente alineado con la participación de los empleados. Los pequeños grupos voluntarios de trabajadores conocidos como círculos de calidad o equipos de productividad representan un mecanismo para evocar, mantener y utilizar la participación de los empleados. Las actividades en grupos pequeños representan una forma poderosa de mejorar la productividad, la calidad y el desempeño laboral en la organización de manera continua.
Six Sigma o cero defectos en TQM
Six sigma es una parte importante del programa TQM. Se define como de tres a cuatro defectos por millón. Enfatiza que el objetivo de cero defectos es alcanzable. El concepto y método de Six Sigma es aplicable a todos y a todas las funciones, es decir, fabricación, ingeniería, marketing, personal, etc. Como concepto, tiene como objetivo reducir la variación del proceso y reducir y finalmente eliminar todos los defectos. Como método, tiene como objetivo el resultado del trabajo, los clientes de ese resultado, los requisitos críticos de los clientes, los proveedores y los requisitos críticos de la empresa para ellos, los procesos utilizados por la empresa y las herramientas y enfoques para mejorar continuamente los procesos de la empresa. Six sigma, en esencia, es una medida de variación.
La metodología de Six Sigma
La aplicación de six sigma como concepto y método implica los siguientes seis pasos:
- Especifique claramente los productos o servicios, es decir, la salida que proporciona. Estos incluyen los resultados de sus procesos que el cliente recibe de usted y que incorporan su elemento de valor agregado.
- Especifique a los clientes de la salida y determine lo que consideran importante.
- Identifique a sus proveedores y especifique los requisitos críticos de ellos. Su capacidad para satisfacer a sus clientes depende de la capacidad de sus proveedores para cumplir con sus requisitos críticos.
- Delinee el proceso para hacer su trabajo. Mapee subprocesos o actividades clave e identifique tareas, puntos de decisión, puntos de almacenamiento, puntos de espera o colas, flujo de trabajo y elementos de reproceso.
- Examine cada vínculo o paso del proceso con el fin de evaluar si agrega valor al producto o servicio para satisfacer al cliente. Mejorar el proceso a la luz de dicho examen.
- Continúe el proceso de mejora midiendo y analizando los defectos o deficiencias, y luego proceda a eliminarlos de manera planificada.
El enfoque integrador de TQM
El sistema TQM está integrado en torno al concepto central de satisfacción total del cliente. El concepto no se limita a la fabricación de productos sin defectos. Se extiende y abarca los cambios o mejoras continuos en el producto en función de los comentarios de los clientes con respecto a sus preferencias y expectativas con respecto al rendimiento del producto. Este aspecto también se conoce como la práctica de “experiencia o bucle de diseño” en las empresas japonesas. Básicamente, implica mejoras continuas en el diseño y la fabricación de los productos a la luz de encuestas periódicas sobre la experiencia, las opiniones y las preferencias del cliente.
Las facetas clave del enfoque integrador de TQM son los cuatro indicadores de rendimiento:
- Participación de las personas
- Innovación de procesos de productos
- Investigación de problemas
- Mejora perpetua
La nota clave de estos cuatro IP es el trabajo en equipo o la cooperación. En TQM, sin embargo, el concepto de trabajo en equipo es más amplio e inclusivo. Implica que (a) los empleados se consideran activos; (b) los proveedores se consideran socios; y (c) los clientes son vistos como guías. Involucrarse íntimamente a los tres en el esfuerzo del equipo de la empresa para lograr la GCT es un impulso continuo de las políticas de fabricación de la empresa.
Los supuestos subyacentes o las premisas clave de la GCT se pueden resumir brevemente:
- La calidad no se puede mejorar invirtiendo únicamente en alta tecnología.
- La calidad depende y proviene de las personas.
- La calidad es el resultado de actitudes y valores; es el resultado de ver la calidad como una “forma de vida”.
- La cultura organizacional y el estilo de gestión gobiernan la calidad de los productos y servicios de una manera muy básica.
El sistema JIT
En términos generales, el JIT puede verse como un sistema de producción sin desperdicios ni existencias. En el sistema JIT, cada proceso de producción produce exactamente lo que se necesita, cuando se necesita, y solo lo que se necesita. Implica que los materiales que llegan a una empresa no esperan en ningún lugar del interior hasta que salen como producto final. JIT, de hecho, representa una filosofía de fabricación completa basada en el principio de simplificar las operaciones básicas y eliminar todo tipo de desperdicio en el proceso total desde la compra hasta la distribución. Varios tipos de desechos son:
- Residuos derivados de la sobreproducción.
- Desperdicios derivados del tiempo disponible (espera).
- Residuos derivados del transporte y distancias.
- Residuos derivados del procesamiento.
- Residuos derivados del exceso de existencias.
- Desechos derivados de la mala calidad
La orientación de JIT hacia la eliminación de residuos tiene como objetivo establecer un equilibrio, sincronización y flujo en el proceso de fabricación. La participación de los empleados es el requisito previo básico. Como sistema de gestión de la producción, los objetivos del JIT se reflejan en un conjunto de ceros:
- Tiempos de configuración cero.
- Cero inventarios.
- Cero defectos.
- Cero averías.
- Tiempo de espera cero para componentes.
- Cero residuos de cualquier tipo.
Sin embargo, el objetivo no es fácil de alcanzar. JIT requiere un proceso de mejora implacable. La participación y el compromiso de todos los departamentos y niveles, dentro de la organización, para gestionar este proceso de manera eficaz es un requisito crucial para lograr los objetivos de JIT.
Elementos constituyentes básicos del JIT
Estos pueden especificarse de la siguiente manera:
- Simplificación del diseño del producto para incorporar productividad, simplicidad, estandarización, modularidad, flexibilidad, calidad y rentabilidad para la productividad total a través de la ingeniería concurrente de productos y procesos.
- Mejora de la distribución de la planta mediante el diseño de flujo en lugar de la función, la reducción de los tiempos del ciclo de fabricación y enfatizando la flexibilidad y capacidad de respuesta a través de programas de nivel y tiempos mínimos de configuración.
- Hacer socios proveedores en el proceso de producción. Los materiales deben programarse para que fluyan de los proveedores sobre una base periódica apropiada, con inspección de origen y validación requerida antes de la entrega. Los proveedores están íntimamente involucrados en la programación y los programas de calidad de una empresa para garantizar un suministro confiable de los insumos necesarios de la calidad adecuada, en la cantidad adecuada y en el momento adecuado, es decir, justo cuando se necesitan para el proceso de producción. Los proveedores a menudo pueden participar de manera efectiva e íntima en la función de diseño de procesos y productos de una empresa al comienzo del diseño de un nuevo producto. Deben ser vistos como los “socios en beneficio” de la empresa.
- Mantenimiento preventivo total para eliminar averías y proteger el flujo de trabajo.
Los estudios han demostrado que el 75 por ciento del rendimiento de JIT proviene de las personas, mientras que solo el 25 por ciento es generado por el componente tecnológico. El funcionamiento eficaz de JIT y TQM depende del desarrollo de los recursos humanos. Para ello, los empleados deben recibir educación y capacitación periódicas para los siguientes objetivos:
- Ampliar la conciencia y la comprensión de los empleados sobre los recursos desperdiciados.
- Generar y fortalecer un sentido de responsabilidad y responsabilidad grupal.
- Desarrollar las habilidades multifuncionales de los empleados y su capacidad para hacer frente a perturbaciones internas y externas.
- Desarrollar la capacidad de los empleados para detectar y corregir problemas de manera oportuna.
- Iniciar la participación de los empleados en la resolución de problemas y la toma de decisiones colectivas.
- Mantener de manera continua el desarrollo de las habilidades, actitudes y esfuerzo grupal de los empleados.
Gracias a su estrecha relación con los proveedores, las empresas japonesas han eliminado gran parte del tiempo y los recursos consumidos en actividades sin valor añadido como las siguientes:
- procedimientos elaborados e intrincados de licitaciones competitivas;
- negociaciones prolongadas y contratos formales complejos;
- procesamiento laborioso de órdenes de compra;
- inspección minuciosa y cuidadosa de las mercancías; y
- el almacenamiento y mantenimiento del inventario de los artículos comprados, que es el más importante de todos.
Los focos integradores del sistema JIT
La estructura del sistema JIT se orienta en torno a tres conceptos centrales: mejora continua (kaizen), estandarización y eliminación de residuos en todas sus formas. Los principios rectores o las premisas subyacentes del sistema JIT pueden resumirse como sigue:
- Cada unidad de trabajo (incluido cada trabajador individual) es tanto un cliente (interno) como un proveedor.
- Los clientes y los proveedores representan las dos extensiones del proceso de fabricación de una empresa.
- Debe buscarse continuamente la sencillez en todas las cosas.
- Los problemas deben evitarse o resolverse en su origen.
- Las cosas deben obtenerse o producirse sólo cuando se necesitan, es decir, justo a tiempo.
La simplicidad es la nota clave de JIT. Si bien puede operar de manera efectiva como un sistema autónomo sin recurrir a computadoras o tecnología de automatización, también se integra lógica y naturalmente con un sistema de fabricación flexible basado en computadoras. La naturaleza y estructura de CIM se describen a continuación.
Fabricación integrada por computadora (CIM)
CIM denota un amplio espectro de tecnologías de fabricación automatizadas. Su cobertura incluye actividades de diseño (CAD), ingeniería (CAE) y fabricación (CAM). Los sistemas CIM pueden moverse de manera rápida y rentable a múltiples configuraciones de componentes y productos finales en respuesta a los cambios en la demanda del mercado y pueden absorber los cambios en el diseño de los componentes. Las fábricas de CIM pueden producir rápidamente y en forma de flujo continuo una amplia combinación de productos con una variedad de características, cero defectos y poco o ningún aumento en los costos unitarios. Dentro de una fábrica, los materiales viajan automáticamente por caminos cortos, y la producción es rápida, continua y prácticamente sin personal.
Las tecnologías de fabricación automatizadas incluidas en CIM se pueden clasificar en tres categorías en términos de sus niveles de integración. Estas tres categorías, en orden creciente de integración, son:
- Sistemas autónomos o “islas” de automatización. Incluyen robots y máquinas herramienta controladas numéricamente (NC).
- Sistemas intermedios que vinculan los sistemas autónomos a las células de fabricación.
- Sistemas totalmente CIM que vinculan los subsistemas de diseño, planificación, manejo de materiales y soporte a través de un sistema controlado por computadora.
Un sistema de diseño asistido por computadora (CAD) incorpora una o más computadoras al realizar algunos de los cálculos y acciones involucradas en el proceso de diseño. Puede crear o modificar diseños de ingeniería de manera rápida y eficiente. La ingeniería asistida por computadora (CAE) permite probar un diseño para detectar cualquier defecto o deficiencia con respecto a las propiedades mecánicas, térmicas, de estrés u otras propiedades de ingeniería. Muchos paquetes de software incluyen capacidades CAD y CAE. Las herramientas y técnicas de CAE permiten al diseñador detectar problemas potenciales y optimizar el diseño sin tener que construir y probar prototipos.
Las operaciones de fabricación se pueden simular en un sistema CAE para depurar un nuevo proceso u optimizar el funcionamiento de uno existente. Las simulaciones se pueden realizar en máquinas individuales, el diseño de líneas de producción o el flujo de un proceso completo. Los sistemas CAE integrados permiten establecer una base de datos común para el desarrollo y la fabricación y acelerar la introducción de nuevos diseños en la producción. Proporcionan un sistema completo para el diseño y el análisis de ingeniería.
El control de procesos por computadora (CPC) se refiere a un sistema donde el proceso de fabricación es monitoreado y controlado directamente por la computadora. Por ejemplo, si la computadora notó que una máquina herramienta estaba desgastada más allá de las tolerancias especificadas, automáticamente apagará la máquina y reemplazaría la herramienta automáticamente. CPC mejora la programación de la producción y la calidad del producto. Sin su supervisión, muchos de los problemas del proceso, como el mal funcionamiento de la máquina, las herramientas gastadas y las variaciones en los materiales de entrada, pueden permanecer sin identificar y dar lugar a retrasos inaceptables en la producción o productos de mala calidad. CPC hace posible el control de la calidad en origen garantizando que el proceso cumple con los estándares.
Un sistema de manufactura asistida por computadora (CAM) incorpora una o más computadoras al realizar algunas de las actividades involucradas en la organización, programación y control de las operaciones del proceso de manufactura. CAD / CAM se refiere a la integración de CAD y CAM. Su integración conduce a reducciones sustanciales en los plazos de entrega desde el diseño hasta la fabricación de productos nuevos y modificados, mejora de la calidad del producto, mayor flexibilidad de producción y menores niveles de inventario. Un sistema CAD / CAM permite que los requisitos de fabricación de las piezas se generen automáticamente a partir de la información de diseño. Genera automáticamente datos de control de la máquina.
La computadora puede ayudar a un ingeniero de producto a crear una multitud de diseños, con especificaciones de piezas y componentes. Las otras características que resultan útiles son la estereolitografía, una conexión CAD-láser que “hace crecer” un prototipo en una tina, lo que ayuda a lograr la primera etapa de la “fabricación de escritorio”. Además, el equipo de planta de uso general controlado por computadora puede fabricarse directamente a partir de especificaciones almacenadas en la computadora y puede servir a varios diseñadores de productos como una instalación compartida.
Un sistema de fabricación integrada por computadora (CIM) consta de software y hardware que, en conjunto, participan en el diseño del producto, la planificación de la producción, el control de la producción, el equipo de producción y los procesos de producción. Dos o más operaciones de fabricación están controladas por la misma computadora. La Figura 6.1 muestra un sistema CIM (UN / ECE, 1986). Destaca el amplio patrón de integración de funciones y procesos de producción dentro de dicho sistema.
CIM no es una tecnología. Es una forma de integrar y utilizar los elementos componentes, las instalaciones de apoyo, los sistemas y las técnicas de gestión de la producción de la tecnología de fabricación automatizada. Su efectividad depende de la eficiencia de la integración, la gestión de recursos, la comunicación y su coordinación sinérgica. CIM hace uso de una red informática para integrar sus módulos constituyentes.

CIM y la fábrica de inteligencia artificial (IA)
El paradigma de la fabricación integrada por ordenador puede avanzar hacia el concepto de una “fábrica inteligente” o la “Fábrica de IA”. Este concepto está asociado con un uso creciente y multifacético de las tecnologías de software de computación cognitiva de inteligencia artificial (IA) para gestionar las operaciones de producción en toda la planta. Las tecnologías de computación cognitiva de la IA (sistemas expertos, redes neuronales y lógica difusa) ahora se utilizan en una variedad de aplicaciones discretas en planificación y control de fabricación, ingeniería de producción, procesos de máquinas, mantenimiento, control de calidad, ingeniería de diseño y planificación corporativa. Juntos, definen el paradigma basado en software intensivo en conocimiento de la “Fábrica de IA” o “planta inteligente”.
Un desarrollo clave que ha hecho posible el concepto de AI Factory es la disponibilidad de una variedad de tecnologías de redes de datos de muy alta velocidad. Estos pueden interconectar casi cualquier dispositivo inteligente y paquete de software. El formato de AI Factory se puede visualizar como en la siguiente figura. Las figuras y el concepto de la Fábrica de IA descritos en esta sección se basan en Bartholomew (1991).
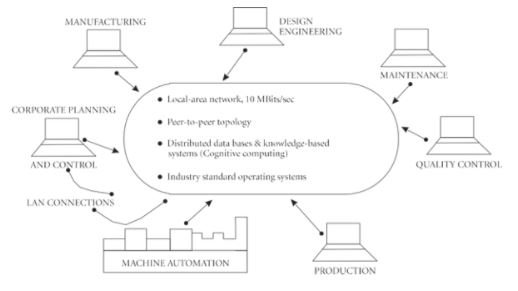
El rasgo distintivo de este formato es la presencia no solo de bases de datos distribuidas sino también de bases de conocimiento distribuidas y sistemas expertos. Un sistema de bases de conocimiento distribuidas, que se comunica a través de redes de datos de alta velocidad, guía y gobierna todos los aspectos de las operaciones de la planta.
Como se ve en la imagen 2, la estructura de la planta inteligente o AI Factory es la red horizontal o de una capa. Esta es una red peer-to-peer. En esta estructura de red, todos los nodos del anillo de red son iguales o iguales compatibles. Sin embargo, algunos nodos pueden ser controladores lógicos programables (PLC) de bajo nivel y algunos pueden ser mainframes corporativos. La red de área local (LAN) de igual a igual de alta velocidad, es decir, la arquitectura de computadora requerida para una planta de IA inteligente.
Direcciones de desarrollo en WCM
Las direcciones de desarrollo en la fabricación de clase mundial se están moviendo hacia la fábrica del futuro, que es esencialmente un sistema informático con máquinas y robots flexibles como dispositivos de salida, y tecnología de la información como mecanismo de integración. Las tendencias emergentes en WCM y su dirección futura se pueden delinear brevemente de la siguiente manera:
- La tecnología WCM es fundamentalmente diferente en diseño, operación, características y capacidad de los equipos, procesos y tecnología que caracterizan a la mayoría de las fábricas en la actualidad. La tecnología WCM es más rápida, inteligente, integrada, optimizada y flexible. La fábrica de WCM no solo realiza las tareas tradicionales de manera diferente, es decir, más rápido, mejor y de manera más económica, sino que también puede realizar tareas que no son posibles en la fábrica tradicional. Esto está cambiando la naturaleza de las oportunidades que están disponibles, la naturaleza de los estilos de gestión que deben utilizarse, las opciones estratégicas y el potencial que están surgiendo o volviéndose posibles, y la naturaleza y los tipos de decisiones que deben tomarse en el presente. y para el futuro. Están marcadamente en desacuerdo con la experiencia de los patrones de éxitos comerciales pasados. La discontinuidad emergente en este contexto se hará más acentuada y aguda.
- La fabricación se convertirá cada vez más en una actividad basada en la ciencia con un potencial creciente para un cambio revolucionario. Este cambio puede llevar a tareas y actividades de producción mucho más allá del estado de la técnica actual o de la tecnología de mejores prácticas. Las tendencias de desarrollo en la ciencia de los materiales, la teoría del control, la inteligencia artificial, la tecnología de las comunicaciones, la ciencia de la información y disciplinas afines conducirán a nuevos conceptos y enfoques en la fabricación, cuyo poder, magnitud e impacto serán más profundos que cualquier cosa conocida o vista hasta ahora.
- En un futuro próximo, la fabricación se volverá más poderosa cuando las tecnologías informáticas y de comunicaciones se utilicen junto con el conocimiento cada vez mayor de materiales y procesos. Los procesos de producción y las tareas de gestión se vincularán en un patrón de flujo continuo totalmente integrado, estrechamente acoplado y en la fábrica del futuro. La combinación de hardware, software y base de datos de computadora capaz de describir la producción y los fenómenos físicos hará posible la escritura de programas de computadora que puedan modelar la fábrica y los flujos de información para proporcionar horarios en línea, momento a momento, optimización del rendimiento y reasignación dinámica de recursos. Tal fábrica sería en cierto sentido una “fábrica de información perfecta”. El cultivo de estas capacidades conducirá a nuevas formas y medios de competencia en los mercados globales.
- Las nuevas fábricas en un futuro próximo se caracterizan por un conjunto de características operativas bastante diferente. Descentralización, flexibilidad, conversión rápida de líneas de producción, aumento y aumento de la producción programada, sensibilidad y capacidad de respuesta a la creatividad e innovación, producción dependiente de patrones de demanda a corto plazo, funciones múltiples y sistemas y módulos estrechamente acoplados distinguirá estas futuras fábricas.
- Las fábricas del futuro cercano también se caracterizan por un tiempo de inactividad mínimo para el mantenimiento, una gama máxima de familias de productos, ajustes efectivos y rápidos a la variabilidad en los materiales y las condiciones del proceso, la capacidad de manejar diseños de productos más complejos y tecnología de procesos con una interrupción mínima y un costo mínimo. La capacidad de dominar los segmentos del mercado con un cambio rápido en el diseño de productos y el liderazgo de los productos en precios de bajo costo.
- Una importante tendencia emergente derivada de la lógica y el enfoque de WCM será el enfoque de la inversión en flexibilidad. Esta flexibilidad no se limitará al mecanizado o al montaje. Más bien, se extenderá a la investigación, la ingeniería, el marketing, la distribución y la planificación estratégica, y abarca a la organización en su conjunto. Con una capacidad tan flexible, las empresas se esforzaron por tomar el control del mercado truncando intencionalmente los ciclos de vida de los productos, aumentando la gama y personalización de los productos y fragmentando deliberadamente el mercado en pequeños segmentos. Estos pequeños segmentos de mercado no respaldaron una fábrica tradicional basada en el concepto de economía de escala. Estos desarrollos elevarán la intensidad de la competencia del mercado a un nuevo nivel, por un lado, y amplifican las discapacidades competitivas de las empresas manufactureras tradicionales, por el otro.
- La economía de alcance proporcionada por la tecnología CIM puede tender a reducir la necesidad de fábricas a gran escala basadas en la lógica de las economías de escala. La tecnología CIM también conducirá a una definición cambiante de fabricación para convertirse en una “empresa de servicios”.
- La actual tendencia observable de una reducción constante en el porcentaje del costo del producto contabilizado por la mano de obra directa continuará en el futuro cercano. La ventaja competitiva basada en los costos laborales seguirá disminuyendo.
- La globalización de las tecnologías tanto de productos como de procesos tenderá a aumentar. Sin embargo, esta tendencia puede ir acompañada de cambios más frecuentes y nuevos desarrollos en estas tecnologías.
- La ingeniería concurrente, diseñar y modificar un producto en conjunto con su fabricación, es un elemento clave de WCM. Está siendo desarrollado aún más por tecnologías de vanguardia como la impresión tridimensional (3-D). La impresión 3-D es la extensión lógica de CAD / CAM. Permite que una pieza o componente pase directamente del dibujo computarizado a la producción sin construir un prototipo. Las fábricas equipadas con impresoras 3-D pueden producir cientos de dispositivos personalizados cada día sin mantener ningún inventario de piezas. Estas fábricas pueden simplemente diseñar y fabricar piezas a medida que avanzan. Esta capacidad de “diseño en tiempo real” significa diseñar un producto por la mañana y tenerlo al día siguiente. Este modo de producción rápida y personalizada es una característica emergente de la escena de la fabricación.
- Los materiales avanzados representan la próxima fuente de ventaja competitiva en WCM. La incorporación de nuevos materiales desde el principio en el diseño de productos y procesos confiere características superiores de desempeño funcional, mayor calidad y ventajas de costo total del sistema a través de nuevas conceptualizaciones y rediseño de productos y procesos de fabricación y ensamblaje asociados. Esto se denomina fabricación simultánea basada en materiales (MSM) (Kaounides, 1992).
- La economía de alcance proporcionada por la tecnología CIM puede tender a reducir la necesidad de fábricas a gran escala basadas en la lógica de las economías de escala. La tecnología CIM también conducirá a una definición cambiante de fabricación para convertirse en una “empresa de servicios”.
Conclusión
Es difícil pronosticar las direcciones precisas y las dimensiones del desarrollo en WCM. La naturaleza amplia de su impacto en la producción, los negocios y el comercio tampoco se puede predecir con exactitud. Dependerá de las decisiones estratégicas de las empresas que miran hacia el exterior en todo el mundo. Más importante aún, será moldeado por las fuerzas económicas y políticas globales, por un lado, y los saltos tecnocientíficos, por el otro. Sin embargo, hay una serie de cuestiones cruciales asociadas con la adopción de la tecnología flexible actual. Deben considerarse de manera explícita y cuidadosa si una empresa quiere evitar errores costosos.
Fuente: Rastogi, P. N. (2009). Administración de la tecnología y la innovación: Competir a través de la excelencia tecnológica: Vol. 2ª ed. Publicaciones Sage Pvt. Limitado.